Laser welding of plastics, like any joining technique, has its own design rules to achieve good and reliable joints. Additionally to machines, ProByLas also offers support on the design of the plastic parts to weld in order to apply the laser process optimally.
For joining two plastic parts various techniques are possible from mechanical joining (e.g. screws) to adhesive bonding and welding. They all have their specific advantages and disadvantages. And they all have their design rules that should be followed when designing the parts.
For laser welding of plastics, ProByLas offers besides machines also the support in product design for this technique. Initial prototypes can be welded in the application lab and small series production.
Especially if starting a very first design for laser welding without specific experience, such support is very crucial in a development project. The customer gets certainty that the technology works for his parts before investing in a machine.
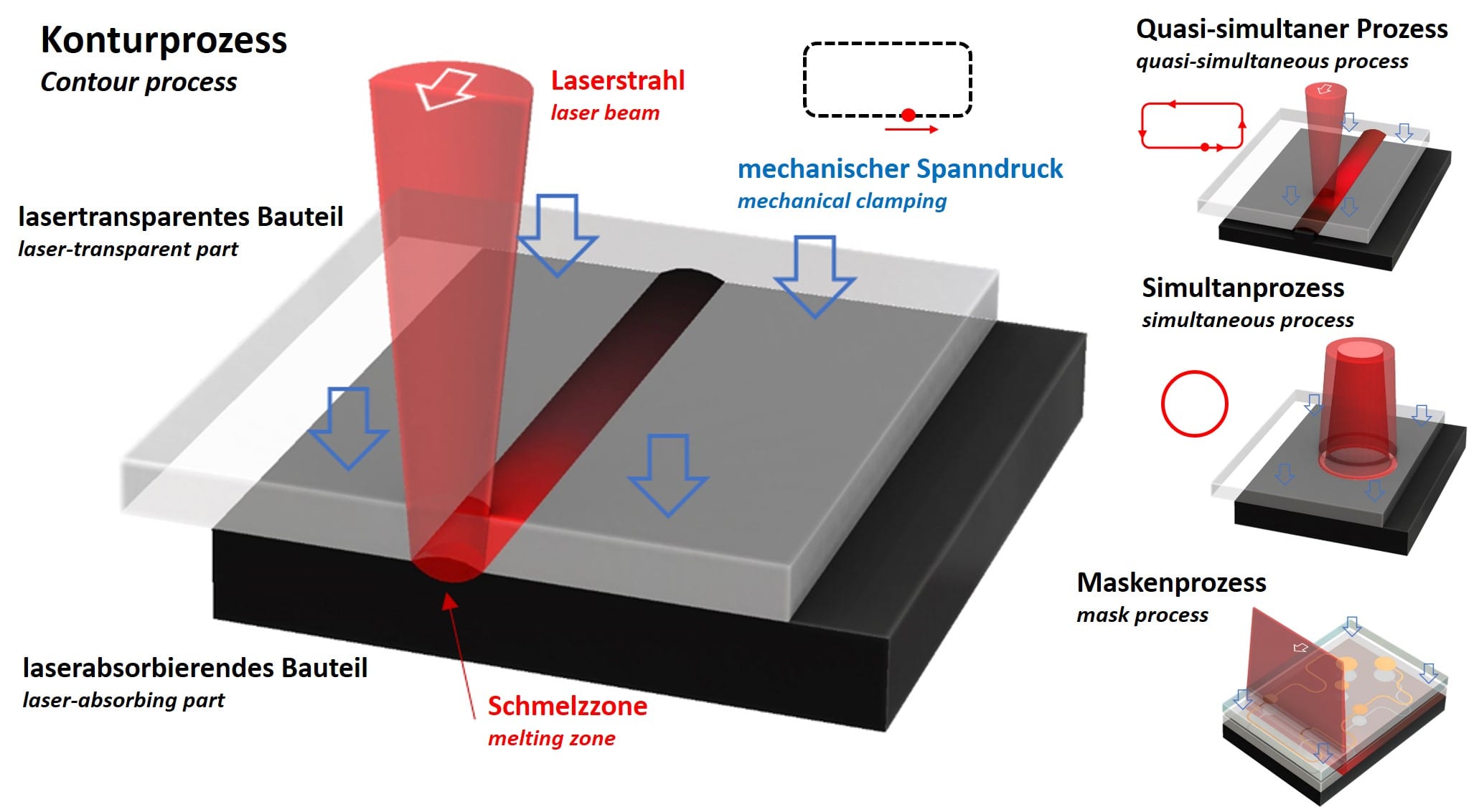
Selection of process type
Different process types (see figure) are available for welding plastics. Depending on the parts to weld and the requirements, they are more or less suitable.
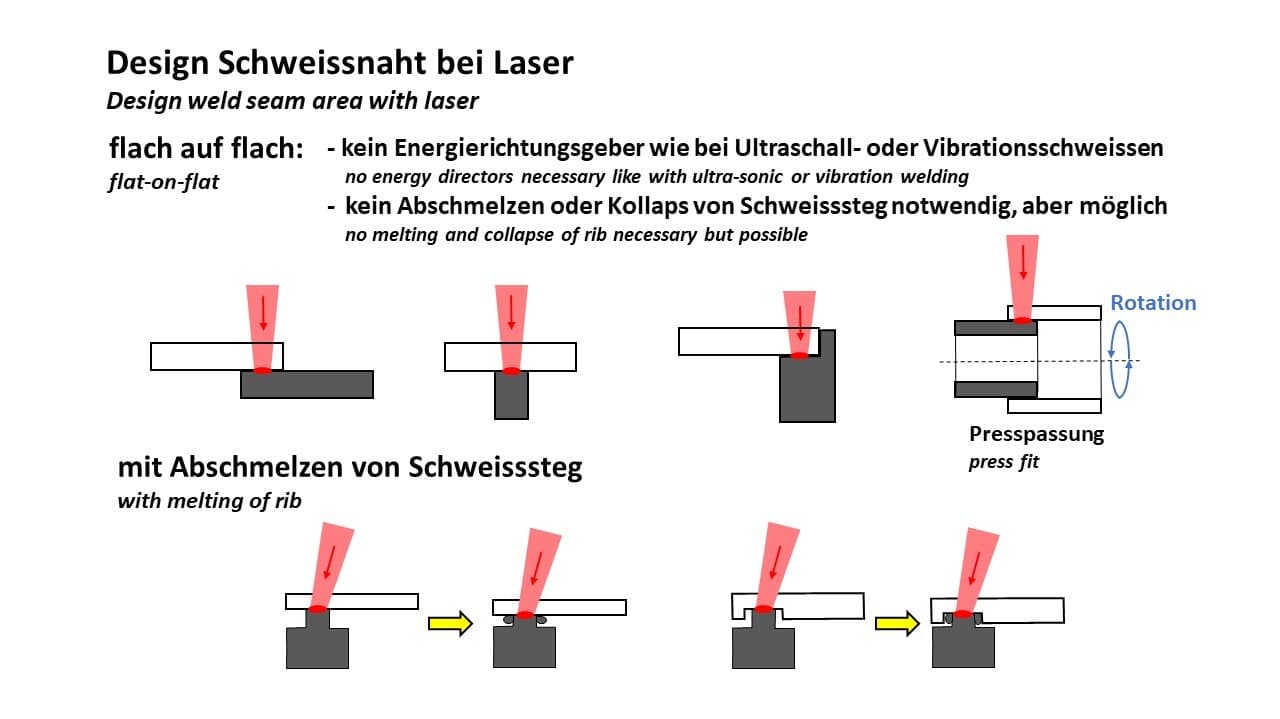
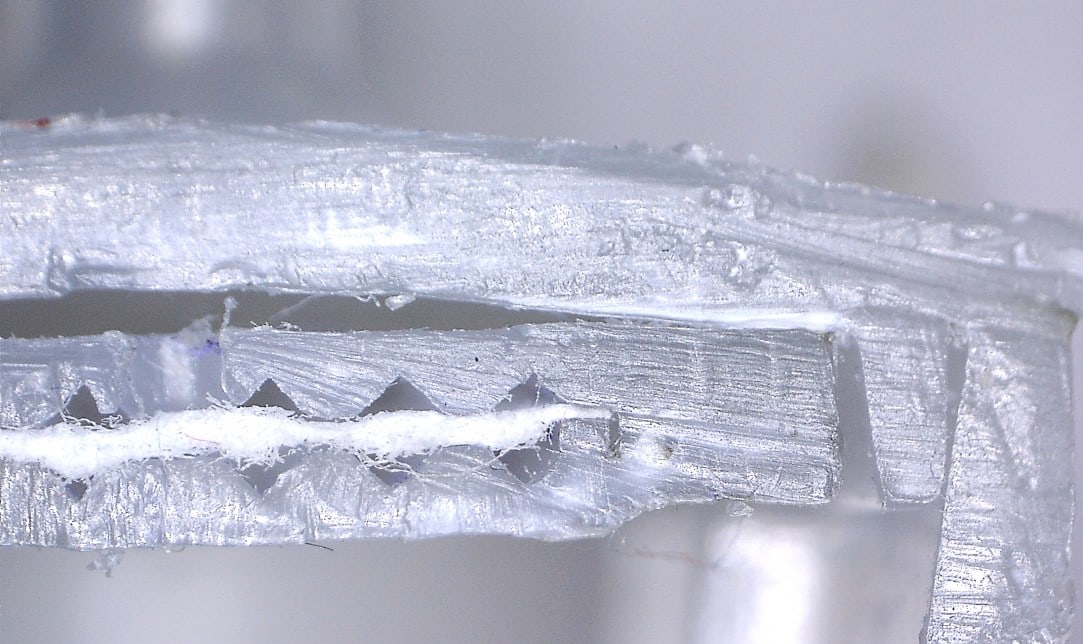
Design of weld seam
At the weld seam the two plastic parts must lie flat on flat on top of each other. And the upper parts must not deflect the laser beam on its way to the weld seam.
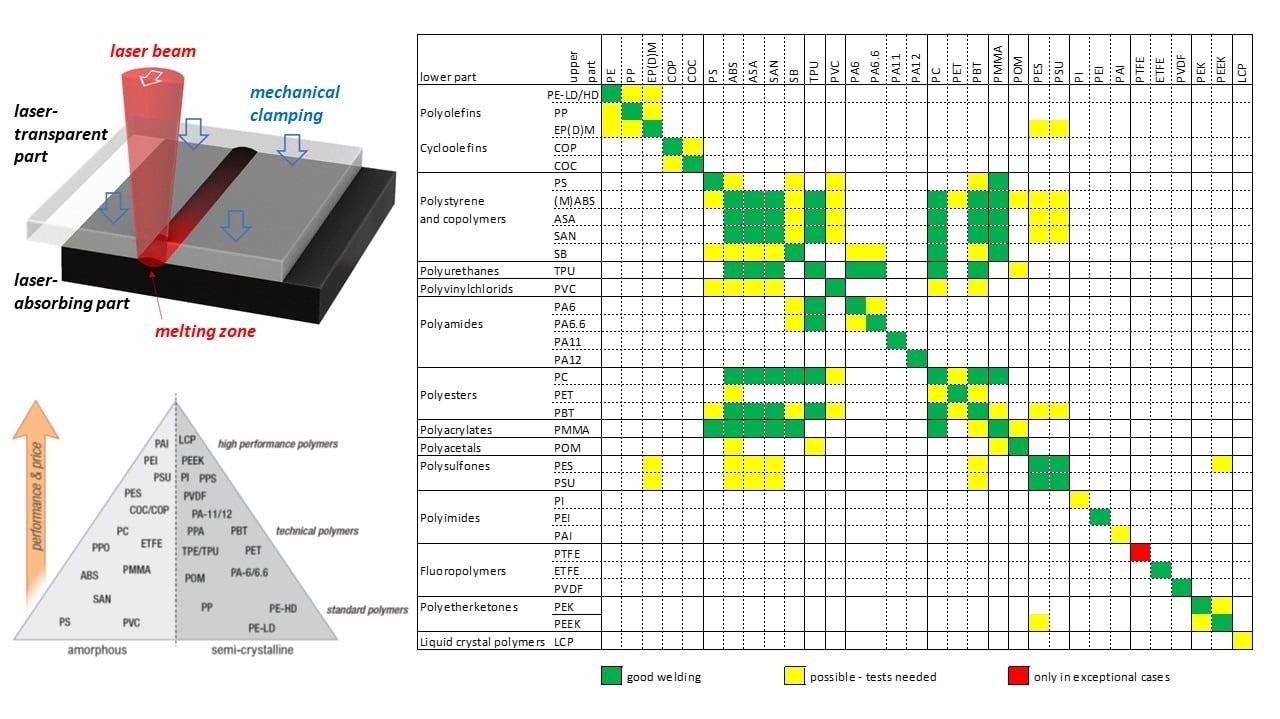
Selection of plastics
Ideally, the plastics of the two parts is of the same polymer type, so that they can melt at a similar temperature and intermix with one another. In the case of dissimilar polymer types, they should at least be chemically similar enough to mix in the melt (see figure compatibility matrix).
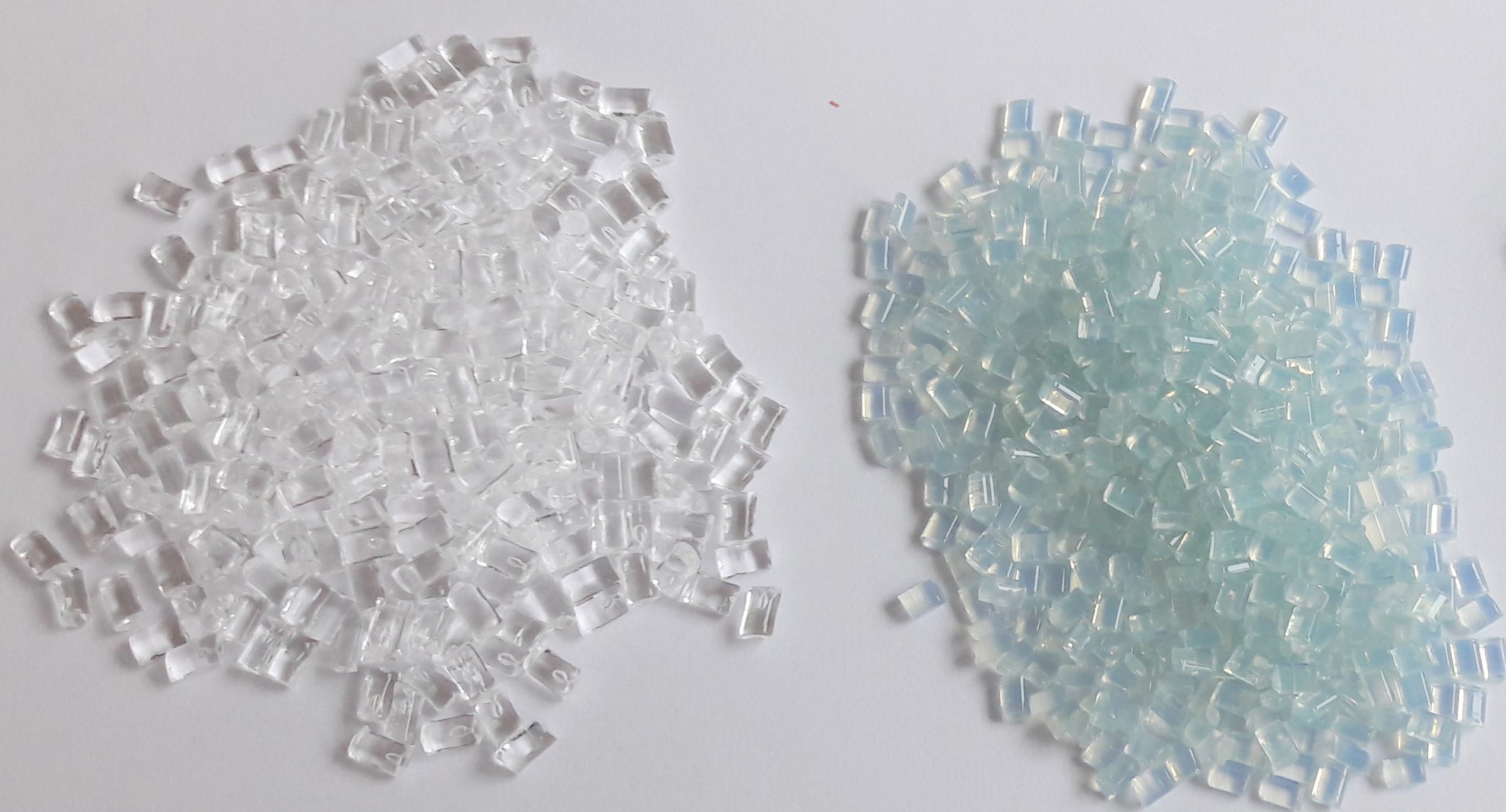
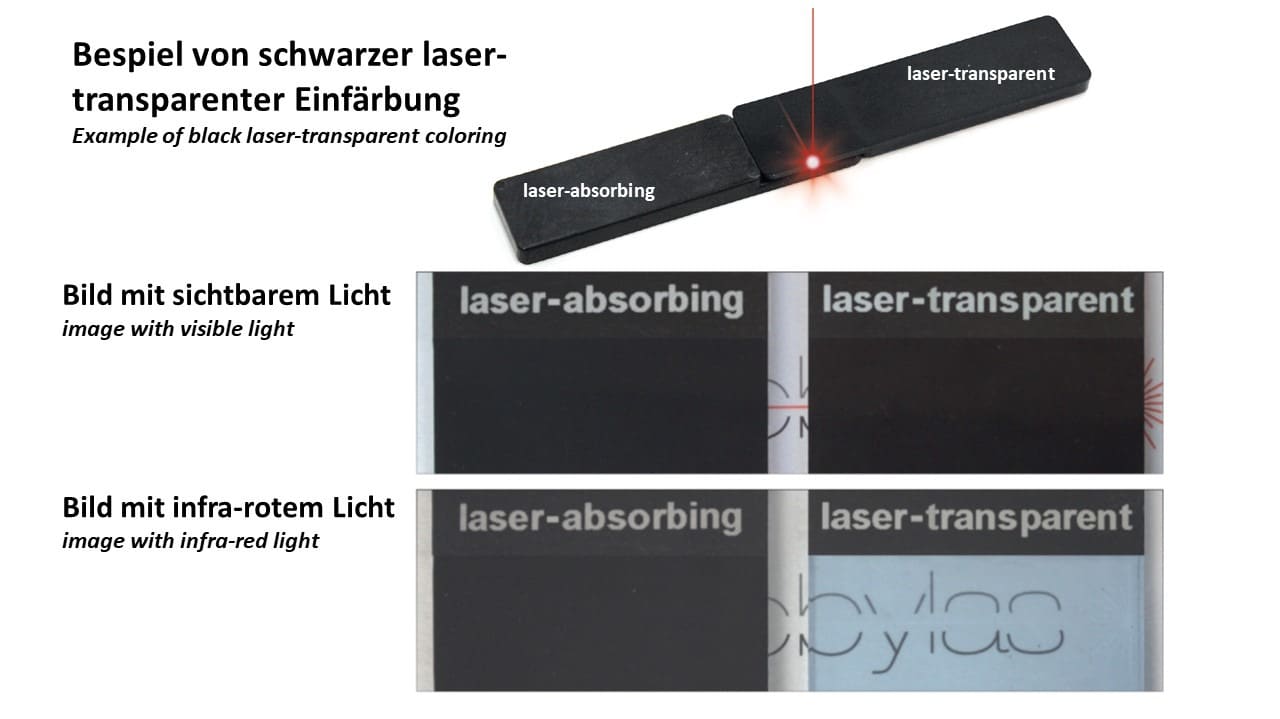
Coloring laser-transparent and laser-absorbing
For converting the energy of the laser beam into heat in the contact area of the two parts, the upper one must be largely transparent to the laser and the lower one must absorb the laser.
Design of fixture and clamping tool
To ensure that the parts are pressed together well in the weld seam, a suitable fixture must be provided for the lower part and a clamping tool for the upper pressing it down on the lower part.
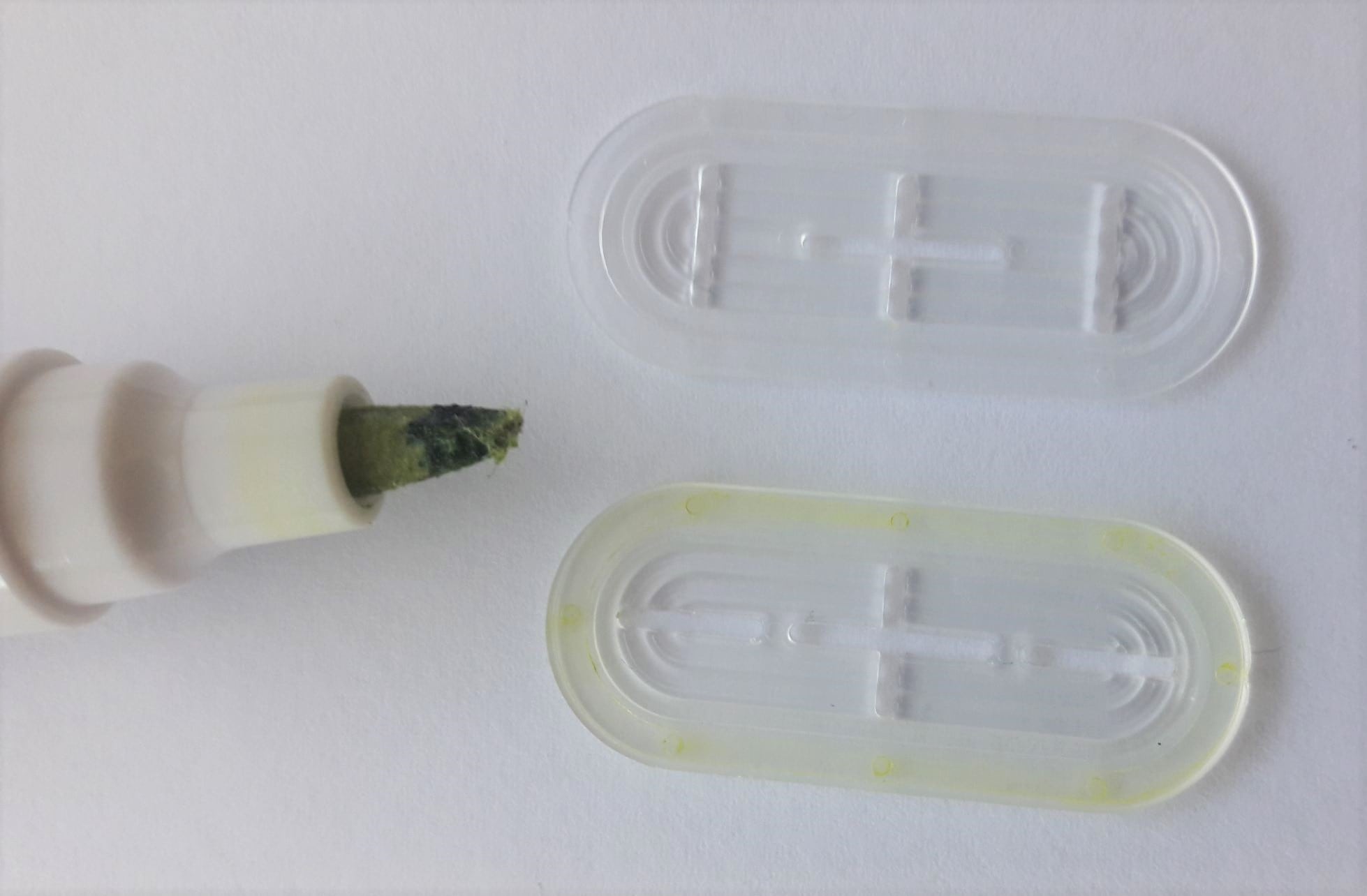
Welding of prototype samples
With a design taking well into account above points, prototype parts can be welded in the application lab and the process parameters optimized.
Samples can be tested and analyzed for the desired functionality at ProByLas or at the end customer.
Welding of small series
In the ProByLas application lab smaller series can be welded for more extensive tests at customer or at the beginning of a product launch until an own machine is purchased and available.
Production concept and machine selection
Depending on the targeted quantities, production concept, and requirements on process data for quality monitoring, different process types and machine configurations are best suited.
Rental of machines
For process optimization at customer's premises or for start of production, ProByLas also offers machine rental before the customer invests in his own machine.